
 ϵ�҂�...
ϵ�҂�...  �A��܇��ʩ���r�˸߿��Ƶĵȷ�ֱ...
�A��܇��ʩ���r�˸߿��Ƶĵȷ�ֱ...  �¼��gIDITI ���������S���ػ�̎...
�¼��gIDITI ���������S���ػ�̎...  �h�L�����zַ���o�^���ü��_�lס...
�h�L�����zַ���o�^���ü��_�lס...  ��У���A�Oʩ���OBOT�Ŀ�о�...
��У���A�Oʩ���OBOT�Ŀ�о�...  �����ľ�����W����...
�����ľ�����W����...  ���䉺��ɰʯ�|���������^��ʩ...
���䉺��ɰʯ�|���������^��ʩ...  ��̼���н��O��������̽���c���`...
��̼���н��O��������̽���c���`...  �\Մ�Ї��Ŵ����������c�����İl...
�\Մ�Ї��Ŵ����������c�����İl...  �h�L�����zַ���o�^�Ȱ��ü��_�l...
�h�L�����zַ���o�^�Ȱ��ü��_�l...  ���Ͱl늙C���Ļ��Σ�U��e��...
���Ͱl늙C���Ļ��Σ�U��e��...  ������͙Cе�S����Ҏ���OӋ...
������͙Cе�S����Ҏ���OӋ...  ����ʮλ������������B������Ʒ...
����ʮλ������������B������Ʒ...  ����������ˇ�g�^�����OӋ��һ��...
����������ˇ�g�^�����OӋ��һ��...  ���u��������Ƽ���������OӋ...
���u��������Ƽ���������OӋ... ��x 4462 �� 䓽���Һ��ʯ�͚��ۑB�≺�����о��c����
䓽���Һ��ʯ�͚��ۑB�≺�����о��c����
�����w1 �����P2 �uʿƽ3Ԭ�h��4
(1��������Ӎ�ܘI����˾���̲���2�����ʡ�����ƌW�о��OӋԺ��
3���o�a���Cе�S��4���F��������Ӽ��g����˾)
䓽�≺���Ļ���ԭ���Dz���������ȼ�Ϛ��w���挢��䓽��̎�M�мӟᣬʹ���_�����Ԝضȼs1250���������_���ۻ��ض�l540�����ϣ��Ӊ���ɵ�һ�N�����������_�����ԜضȵķQ��̑B�≺�������]ʽ�≺�����_���ۻ��ضȵķQ���ۑB�≺�������_ʽ�≺����
�����������õĞ�����Ȳ�̑B�≺�������ИI�˜ʡ�䓽�Ӽ����Ҏ�̡�JGJl8��96��Ҏ���ģ������@�N���ӷ��������кܶ����c����Ч�ʸߡ��ضȸߣ����^�|���ã��O���p�㣬���M��䓽���ˮƽλ�á���ֱλ�á��Aбλ�õ�ȫλ�ú��ӣ���ˣ�����ȫ�������ƏVʹ�á�
1�����}�����
�S���r�g�����ƺ�ʩ�����`�l�F������Ȳ�̑B�≺������2�����}��
(1)������Ȳ��r��������ʩ���ɱ���
(2)���ù̑B�≺����ˇ�r����䓽����ƽ���Ⱥ��坍�ȵ�Ҫ���^�ڿ��̣��M���M�X��
��ˣ�ͨ�^ԇ��о��������µ�ȼ�Ϛ��w����׃���ӹ�ˇ������
2��Һ��ʯ�͚⼰��Һ��ʯ�͚����
Һ��ʯ�͚��������_�ɻ����I�еĸ��aƷ�����ڳ��س����³ʬF��B������Ҫ�ɷ��DZ���(C3Ha)��ռ50����80���������Ƕ���(C4H10)��߀��������ϩ(c3H6)����ϩ(C4H8)����̼�仯����M�ɵĻ���
Һ��ʯ�͚�s��0.8��1.5Mpa�����¼�׃��Һ�w������ƿ�b�A���\ݔ��
Һ��ʯ�͚��c������ȼ���Ļ���ضȞ�2200~2800�����Ե�������Ȳ���档
������ȫȼ�����������W����ʽ�ǣ�
C3H8+502��3C02+4H20+530.38 kJ��mol
ȼ���փɂ��A�Σ���һ�A���ǣ�
C3H8+1.502��3CO+4H2
��Դ������ƿ�����cҺ��ʯ�͚�ƿ�б������Ч��϶�ȼ�����γ���о�����a�����g�a��3CO+4H2��Ҋ�Dl��
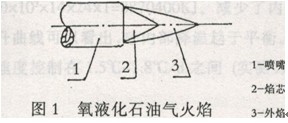
�ڶ��A���ǣ����g�a���c�����܇��՚��й��o����ȼ�����γ����棺
3CO+4H20+3.502��3C02+4H20
ͬ�ӣ�������ȫȼ�����������W����ʽ�ǣ�
C4H10+6.502��4C02+5H20+687.94 kJ��mol
��һ�A��ȼ���ǣ�
C4H10+202��4CO+5H2
�ڶ��A��ȼ���ǣ�
4CO+5H2+4.502��4C02+5H20
�����ϵ�һ�A��ȼ������ʽ���Կ�����һ�ݱ�����Ҫ������ƿ���ol.5������һ�ݶ�����Ҫ2.0��������������Һʯ�͚�����{���r�����������棬���cҺ��ʯ�͚�ı�����ԓ�Ǽs1.7��1(�w�e��)�����Hʩ���r�����ı���߀Ҫ��һЩ��
3����Һ��ʯ�͚≺���O��
��Һ��ʯ�͚≺�������O�䣬���c����Ȳ�≺����ͬ���������O�����в��ԓ�����
3.1���I��Һ��ʯ�͚�ƿ
�����^���õĴ�һ���50k9Ҏ����Ҫ�������£�
�⏽ 406 mm
�ں� 3 mm
�߶� l215 mm
�ݷe ��118 L
ƿ�ȹ��Q����(���Ҝ؞�l5��) 1.57MPa��
��ƿ�����������1.6MPa��ˮ��ԇ��3.0MPa����ƿ�wͿ�y��ɫ��ע����Һ��ʯ�͚����ļtɫ�֘ӡ�
3.2����h�ܼӟ���
�o�a���Cе�S���a����h�ܼӟ������κ�����ʽ�����c����Ȳ�≺���Ļ�����ͬ������������÷��ʽ�����gһ��������܇�6��С�ף�Ҋ�D2��
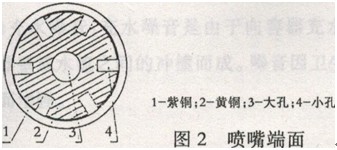
���x���������z���Է����g��
3.4�p����
�p�������κ���ԭ���c������Ȳ����ͬ�����p��������̼������������������Ҋ��1��
��1��Ҫ���gҎ��
|
|
|
ݔ�� |
�{�� |
��������MPa |
|
|
|
���Q |
��̖ (��̖) |
���� MPa |
���� MPa |
ݔ�� |
ݔ�� |
���� m3/h |
|
̼�� |
YQC,-3�� |
1.6 |
0.01-0.15 |
2.5 |
0.25 |
5 |
|
�p���� |
YQC1-33B |
1.6 |
0.01-0 15 |
4 |
0.25 |
6 |
|
���� |
Y0W-3A |
1.6 |
0.01-0.25 |
2.5 |
0.4 |
6 |
|
�p���� |
YQW-2^ |
1.6 |
0.01-0.1 |
2.5 |
0.25 |
5 |
4�����ӹ�ˇ
4.1���bǰ����䓽����֮�g���A���g϶3��5mm��
4.2�≺���_ʼ�r������ʹ��������ӟᣬ��䓽���^���ۻ���B���������S�۵����ߣ��˲�����r�����Ӊ����D���ۻ����٣�ʹ��䓽��ܺ��ι̡�
4.3�m����������������
4.4�����������0.08MPa���ң�Һ��ʯ�͚�Ĺ���������0.04MPa���ҡ�
5�����ӽ��^�Ľ����z��Ӳ�Ȝy��
5.1ĸ��HR_B400��܈����䓽�(20MnSiV)��ֱ��25mm��
5.2���ӹ�ˇ��Һ�����͚��ۑB�≺����
5.3���^��ƬҊ�D3(ע���D��2�����cϵԇ�әC�ӹ��r��С�����°���)��

5.4�@�M��Ҋ�D4-�D7��
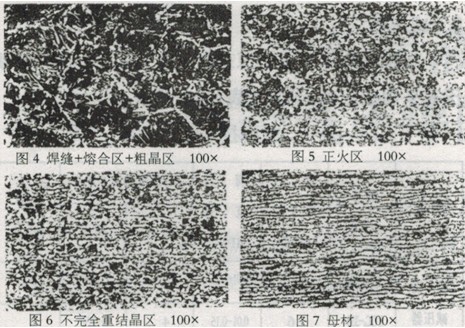
ͨ�^�����z�������£�
�����p(�D3�а�����)���ۺυ^�齻��ֲ����������f���ۺ����á�
�����p���ۺυ^�ʹ־��^�@�M��Ҋ�D4��ԭ�W�� �w�ִ���߅����ȹ����F���w�����ȶ�����ᘠ��F���w������w����������Ҋ���w(���º��Q��ؐ)��żҊ��������ؐ����ؐ�Ѝu�����зֽ⡣
�������^Ҋ�D5������w+�F���w����������
������ȫ�ؽY���^Ҋ�D6������w+�F���w������ ��С���g��
��ĸ�Ğ�����w+�F���w����܈���B��
5.5Ӳ�Ȝy��
���^�S��Ӳ�Ȝy���Y��Ҋ��2��
��2���^�S��Ӳ��
|
�y�c |
���p |
�x�ۺϾ�0.8mm |
�x�ۺϾ�l,6mm |
ĸ�� |
|
HV5 |
193 |
203 |
204 |
204 |
���Ϝy���Y�����������p�ʹ־��^�ľS��Ӳ���cĸ���ஔ���o��Ӳ���F�����ӽ��^�������á�
6�����^�|���z��c���
�����ИI�˜ʡ�䓽�Ӽ����Ҏ�̡�JGJl8��2003����䓽�≺�����^�����PҎ���M���|���z��c��ա�
7�����̑���
�ڽ��K���㽭���F�ݵȵ��Ѵ����ƏV���ã��e�����F�ݵ^�@���@��Ч�������F��������Ӽ��g����˾��������˾��1991���ԁ������F�ݵ^�ƏV���� HR_B335䓽�≺�����^120�f�����ϣ���1995���_ʼȫ������ۑB�≺��(�_ʽ)����1998��9�������Һ��ʯ�͚������Ȳ�M���ۑB�≺���������F�����С�^(������e�s12��6�fm2)�����Ќ�HR_B400䓽��M�к��ӡ�Ŀǰ��������Һ��ʯ�͚��ۑB�≺����ˇ�������HR_B400䓽���^5�f����䓽�ֱ������32mm�����z���^�|��ȫ���ϸ�
8����Խ�Լ����g����Ч��
����䓽���Һ��ʯ�͚��ۑB�≺����ˇ���������㺆�Σ���Ч�ߣ��ɱ��ͣ��c����Ȳ�̑B�≺����ȣ��ɹ�ʡ�ɱ�30�����|���ã��õ����O��λ���|���O�����T���J�ɺ�ٝ�p������ӆ���ИI�˜ʡ�䓽�Ӽ����Ҏ�̡�JGJl8��2003�ь���Һ��ʯ�͚��ۑB�≺����ˇ���룻�����AҊ��ԓ헼��g����@�ø���İlչ��
�����īI��
[1]�ИI�˜ʡ�䓽�Ӽ����Ҏ�̡�JGJl8��2003��
[2]�dzɲġ�䓽�Ӽ����Ҏ���v�����Ї��������̳����磬l996
(���ā�Դ�����ʡ��ľ�����W�� �ď��W�j���ď� ���S�S �� ���� ����)

| ��һƪ�� �����A�������ʩ�����c |
| ��һƪ�� ���ɰ�A��ˮ������������ˮ�еđ��� |