
 ϵ�҂�...
ϵ�҂�...  �A��܇��ʩ���r�˸߿��Ƶĵȷ�ֱ...
�A��܇��ʩ���r�˸߿��Ƶĵȷ�ֱ...  �¼��gIDITI ���������S���ػ�̎...
�¼��gIDITI ���������S���ػ�̎...  �h�L�����zַ���o�^���ü��_�lס...
�h�L�����zַ���o�^���ü��_�lס...  ��У���A�Oʩ���OBOT�Ŀ�о�...
��У���A�Oʩ���OBOT�Ŀ�о�...  �����ľ�����W����...
�����ľ�����W����...  ���䉺��ɰʯ�|���������^��ʩ...
���䉺��ɰʯ�|���������^��ʩ...  ��̼���н��O��������̽���c���`...
��̼���н��O��������̽���c���`...  �\Մ�Ї��Ŵ����������c�����İl...
�\Մ�Ї��Ŵ����������c�����İl...  �h�L�����zַ���o�^�Ȱ��ü��_�l...
�h�L�����zַ���o�^�Ȱ��ü��_�l...  ���Ͱl늙C���Ļ��Σ�U��e��...
���Ͱl늙C���Ļ��Σ�U��e��...  ������͙Cе�S����Ҏ���OӋ...
������͙Cе�S����Ҏ���OӋ...  ����ʮλ������������B������Ʒ...
����ʮλ������������B������Ʒ...  ����������ˇ�g�^�����OӋ��һ��...
����������ˇ�g�^�����OӋ��һ��...  ���u��������Ƽ���������OӋ...
���u��������Ƽ���������OӋ... ��x 3543 �� �麣�C����C�Ǵ�d�W�ܰ��b
�麣�C����C�Ǵ�d�W�ܰ��b
��s
1.���̸śr
�麣�C��λ���麣�����^����һ�F�����C������C�Ƿ֞�12���^��d�W�܌�ll�^��ԓ�^���|���ϡ������渽���ǰ������҃�����䓽�������nj��ѽ��𣬱��注�_���W��ƽ��ߴ�85 85m)(85��85m����������7 575 m(�D1)���W�ܽY����ʽ����߅֧�С��������z֧�����W�ܹ���5 05m��ʸ��3��571m~4 982m�����Ҙ˸�19 300 m��֧���˸�18. 700 M���W������328t���_�l���촰֧����1031��
2.���b�����x��
�ڰ��b������ӑ�^���У�����ɽ�^���߿ս��b�������߿Մ��ơ��ɷN�����������^���x���ˡ����w��Ԫ�������߿���֧�c�e�ۻ��ơ�������
2.1���ھW�ܿ�Șnj��c���渽�����ѽ���������ɢ�b��������x�ñ��L65nl���ϴ����������_�����O�M���_�ּܣ��M��̫�ߡ�
2.2���û��Ʒ�����55���Ĺ��������ڵ�����ɣ��s�̹��ڣ�����|����
3.���b����
���b��U�����ϡ���ɳ���P��Ϳ���P��������w��Ԫ�������_�ּܴ��O����܉��O���߿�ƴ�b��Ϳ��������ơ�֧����λ�̶���

3.1�U������
ԓ�W�ܹܗU��2312���������ô����йܙC���¿��и�һ�γ��ͣ�Ȼ����䓽zˢ����пڱ��������ӡ�
�OӖ�D���H�ṩ�W�ܹ��c���ľ��x�͗U��Ҏ��ʩ��F��߀��Ҫ�M�й�ˇ�OӋ(��1)��
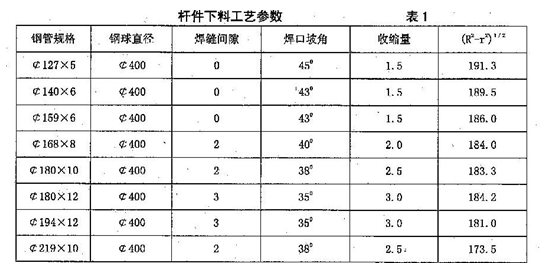
���U���ɶ�����⽛��ȕr���U�������L��tӋ��ʽ��
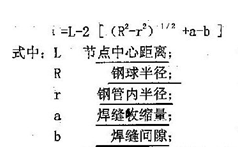
3.1.l���p�g϶��䓹ܱں�С��6mm�ߣ��_�¿ں�ɲ����g϶�����ڹܱں�ȴ�finml�ߣ�����2��3mm�g϶���ˣ���l�����p�ĺ��ڱ�횼��O�r�h�������̺��p�g϶Ҋ��l��
3.1.2���p�¿ڽǶȡ��½��^С����ɲ������㣬Ӱ푺��p�|�����¶��^��r������M���U���Ӱ푅^���տs�������������OӋ�½Ǖr������䓹�Ҏ�����ֱ���ͺ��p�g϶�����ؿƌW���x�������x�õ��½�Ҋ��1��
3.l.3���p�տs�����տs����Ҫ�c䓹�Ҏ���p�g϶�ͺ����½����P�����߀�ܵ��h���ضȡ����ӹ�ˇ�����p�ӏ��ߵ�Ӱ푡�ԓ�����տs���A��λ�c���yֵ�ܽӽ���Ҋ��l��
3.2���w��Ԫ����
�������ؙC���ܣ����W�܄��֞�60�����w��Ԫ�ڵ�������������2 0��4 2t�����ͳߴ粻�ȣ������w�Ll8��o����7 5����4 07m���W�������±�1��30�������w��Ԫ����֧�����ɻ�⡺�������_ģ���D2��
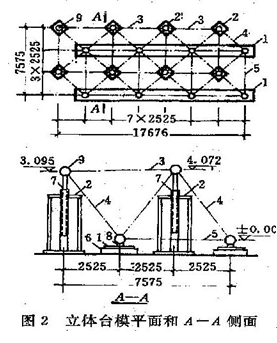
1-6 12䓰壮2-�����_��3-���җU��4-б�U��5-���җU��R-���������A��7-���ʽ��8-���ҹ�����9-���
�����_ģ���Һ����Ҹ�8��֧�c�����ԝM������Ԫ�w�OӋ�ģ�������֧�c������ʽ����������������Ҳ�ܝM�����в�ͬ�Π��Ԫ�w�������܃�Ϳ���S�ͣ�^��������������С�21 5�����N�ף��ఴ��������Ҏ���OӋ(167mm)��������ij��ԪҪ��Ę˸ߺ�����N��λͬ������Ԫ�w�M�b����������һ���җUһ�������һб���Uһ���җU�����Ӵ�����Ⱥ����ҡ����U�������ң��M�b�c���Ӿ����І����߅���Q�M�У�
3.3�_�ּܴ��O
�_�ָּܷ߿�ƴ�bƽ�_�ͻ���֧�μ܃ɲ��֣������á�48X 3 5�_�ֹܴ��O�� �߿�ƴ�bƽ�_�O�ھW�ܱ��棬��e90m��20m�����U����1.5��1��8m���M�U���� l_8m�����҃ȱ�������e170m��70.7m,��16��7m��䓽�������njӣ��ʼs70��ƴ�b�_���ژnj��ϣ��ܸ߃H20m��
����֧�μܼ܌�4��2m���L70��7m����l8 6m�������ϱ�һ���β��ã��c����ƴ�b�_�M��T����(�D3)���ϱ�������79�����U��ÿ��6�����M�U����l 8m���v�M���O�д�б�Ρ�
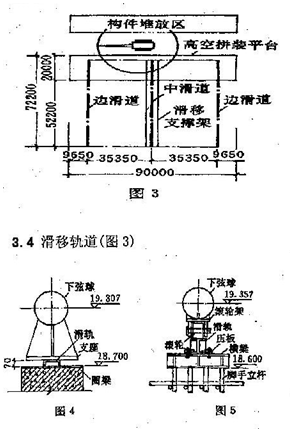
���W���x����֧�c���ƣ������l�������|����߅�����ϸ��һ�l(�Q߅����)���W�ܿ�����
�Oһ�l(�Q�л���)��߅��������l8̖��䓷���[�ڻ�����Ȧ���ϣ��c���ϵ��A����c���̶����W��֧���c߅�����黬��Ħ��(�D4)��
�л���(�D5)����֧�μ�ÿ�����g4�����U픶���ƽ���Oһ��䓙M��(18̖)���c���U���ӣ��M���g���c���U�ž���ͬ(90cm)��܉���x�� HE]60A������䓣��c�M��������������˨�����ܶ��_�������ÝL��Ħ�����Lֱ݆��l941m���L݆���c���ھW�������������ϡ�
3.5�W�ܸ߿�ƴ�b�c����
�߿�ƴ�b�����Ԫ��ɣ��_�l������֧��һ���M�С�ÿƴ����һ����Ԫ������һ�Σ������Ԫ�����g��ƴ���ú��ٻ��ơ�
�߿�ƴ�b����50t�Ď���һ�_����52m���Uվ��鑼ܱ����M�е��b(Ҋ�D3)���߿�ƴ�b�_�ϸ����W�����w��Ԫ���γߴ��O��26�����֧���c(16tǧ���)�������{���˸ߣ�Ҳ���ڻ��ƕr�c�W��Ó�x��ÿ���Ɔ�Ԫ�ĵ��b�����Ǐ����g���߅���Q�M�У��ȾW�ܣ���_�l���촰֧�ܣ����Ӵ����c���b������ͬ��
�����O���x��3t��10t��朣����ƿ���]531����ÿ���ϻ�l5 15M���x���_ƴ�bƽ�_���^�mƴ����һ���Ɔ�Ԫ�����c��һ��Ԫ�B���ڻ��ƣ����ƿ��M��60 6m���ڻ���ǰ��������Ȧ�����A����Ϻ�һ�������頿�������c�����һ���B���ڵ����ϣ���һ����䓽z�Kֱ�������ھW����������ϡ�
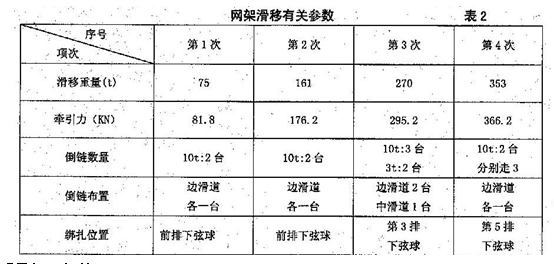
��ʹͬ�����ƣ����l܉���Ͼ������M�̶̿ȳߣ��O��ָ�]1������ָ�]3�����Ì��v�C�ϵ������ͬ�������3cm������ƫб����1_0cm�r����횼��r�{��������K�c�st om�r��һ������ͬ���ƫб��������0��5cm�ԃȣ���t��ƫ����{����
��1��2��3�λ��ƾ����õ��ֱ�Ӡ������ƣ���4�λ����^�أ����Ã��_lot��朷քe����3��݆�M�M�Р��������P����Ҋ��2��
3.6�W��֧����λ�c�̶���
֧����λ���ھW�ܻ��ƾ�λ����5�a�Ն�Ԫƴ���ꮅ��ȫ��z�y�o�`���M�У����Ȳ�����Ż��ƝL݆��Ó�x����֧�c��ጷ�֧��ˮƽ�������γ���߅֧�е�Ӌ��ģʽ��Ȼ����ǧ��픽yһ��֧�����5mm�����߅��݆���˕r֧��������c֧������75ntm�g�J����63m�����z�|�K���Mȥ���OӋҪ�����Թ̶���Ȼ��ǧ��픽yһ����ʹ֧���|����
��֧���A����˨Ӱ푾W�ܻ��ƣ����ھW�ܸ߿�ƴ�bǰ�����Д࣬��֧����λ���ݗU�¶˴��450�¿ڣ��M��ԭλ���ӡ�����b֧�����ɺ���ñ���W�ܰ��bȫ����ɡ�
4.�|�����C��ʩ
4.1 �Թ���ؓ؟�˞������|�����C�wϵ�������F��Qc���С�M�����W�ܺ����|���������c�M���о����ƶ��乤�N������ˇ�������|��؟���ƺ��|�����P�ƶȡ�
4.2�F���O3�����|���z�y�ˆT��1��ؓ؟���Ϻ��㡢�����M���z1��ؓ؟���p�|����l��ؓ؟�y���ž������������b�|����
4.3�_��ǰ�����P�y�����z�y�x���M��֦�z����䓾��߳��z����߀��c������λ䓾����M�Ќ��ȣ�����yһ��
4.4���к����ύ�ǰ���M����Ӗ��ԇ���l�źϸ��C�����o�C�ˆT���S�ύ���
4.5���ύ������M�нyһ��̖��ÿ����һ�l���p����Ҏ��λ�ô��Ϻ������˵��ӡ̖�a�������l���p���ӡ̖����������һһ�����M�˹����Y���Кw�n��
4.6ʩ�������l�_����̽���x��ۙ�z�麸�p��2�_�����x��l�_ˮ�ʃx���ư��b�|����
�麣�C����C�ǾW�܂��헰��b�|���������|��������Ժ�麣�����z�y�����_���OӋҪ������P�˜ʡ�
5.С�Y
5.1ԓ���̌��`�������Ʒ��cɢ�b����ȣ���ʡ��������l�_���_��䓹�350t���_�ְ�2500إ���s�̹���30d��
5.2��֧�c���Ʒ�����߅��������Ħ�����л����L��Ħ�����ȱ�ȫ����ʽ�pС�����������ֱ�ȫ����ʽ��ȫ������ƫ��Ч���á���
(���ā�Դ�����ʡ��ľ�����W�� �ď��W�j�������t ���S�S �� �ď� ����)

| ��һƪ�� �C�ϲ���ϵ�y���OӋ˼·�cʩ���Ļ������� |
| ��һƪ�� ֵ����ҕ���������B�o�����J�R |