
 ϵ�҂�...
ϵ�҂�...  �A��܇��ʩ���r�˸߿��Ƶĵȷ�ֱ...
�A��܇��ʩ���r�˸߿��Ƶĵȷ�ֱ...  �¼��gIDITI ���������S���ػ�̎...
�¼��gIDITI ���������S���ػ�̎...  �h�L�����zַ���o�^���ü��_�lס...
�h�L�����zַ���o�^���ü��_�lס...  ��У���A�Oʩ���OBOT�Ŀ�о�...
��У���A�Oʩ���OBOT�Ŀ�о�...  �����ľ�����W����...
�����ľ�����W����...  ���䉺��ɰʯ�|���������^��ʩ...
���䉺��ɰʯ�|���������^��ʩ...  ��̼���н��O��������̽���c���`...
��̼���н��O��������̽���c���`...  �\Մ�Ї��Ŵ����������c�����İl...
�\Մ�Ї��Ŵ����������c�����İl...  �h�L�����zַ���o�^�Ȱ��ü��_�l...
�h�L�����zַ���o�^�Ȱ��ü��_�l...  ���Ͱl늙C���Ļ��Σ�U��e��...
���Ͱl늙C���Ļ��Σ�U��e��...  ������͙Cе�S����Ҏ���OӋ...
������͙Cе�S����Ҏ���OӋ...  ����ʮλ������������B������Ʒ...
����ʮλ������������B������Ʒ...  ����������ˇ�g�^�����OӋ��һ��...
����������ˇ�g�^�����OӋ��һ��...  ���u��������Ƽ���������OӋ...
���u��������Ƽ���������OӋ... ��x 4294 �� �к�庸�Ӽ��g�����Lʯ�Ϳ������Ĺ����еđ���
�к�庸�Ӽ��g�����Lʯ�Ϳ������Ĺ����еđ���
���ČW
��������Cеʩ�����F����˾
�S���������g�����®��İlչ�������Y���wϵ�ķN���ij��p�|���ߏ��ķ���lչ��䓹ܻ������Y����䓽Y���ڽ�����ʹ����Խ��Խ�ߡ��������ڳ��ߌӽ����Y���и��Ǵ���ʹ��䓽Y����
һ�����̸śr
������Lʯ�Ϳ�������䓽Y�����̽������߶Ȟ�217.3m������3�ӣ�����46�ӣ���������e217000m2����Y����ʽ���s���ЈA��������������ʮ������H����������ȣ��ں��_��40�L������������������_��60�L�����������ò��|��Q345B�����p��ȫ���¿ں�����ˇ���s���y�ȴ�����Ŀ�����˳�ֵĹ�ˇԇ����Ĺ�ˇ�u���������̰���䓽Y������ʩ�������Ҏ����(GB50205-2001)�͡����p�o�p�z�y ���z�y ���g���z�y�ȼ����u����(GB/T 11345-2013)��ȫ�����p��ʩB���zII���ж���һ�����p��100������̽����
�A������ȫ�����ӣ�ֱ��1400�L�����ں�40�L���ЃɷN���^��ʽ�����c�������É|�rֱ�Ӻ��A�܃ȱ��ϣ��¿ڽǶȞ�30���g϶5�L���磨�D1��������c���B�Ӟ鸹��˨�ӣ����������庸�ӣ��磨�D2�������p�|���ȼ���һ�������ҬF��90%�ĺ���λ�Þ�M����
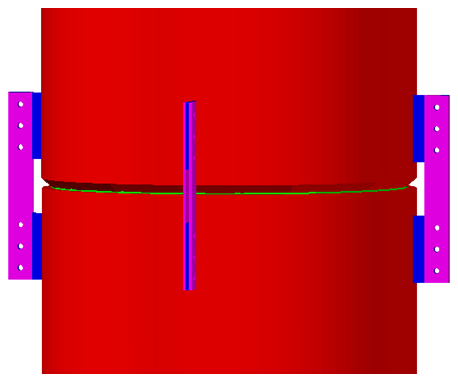
�D1����������
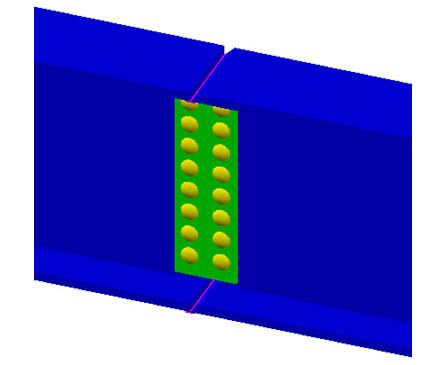
�D2���������
���������|��������Ҫ��
�����ѳɞ�䓽Y������Ҫ�B�ӷ�ʽ֮һ�������|��Ҳֱ��Ӱ�䓽Y����ʩ���|����ʹ�����ޣ����Ժ����Ǵ_��䓽Y�������|������Ҫ�h����
�к��F�����ӕr��亸���۷���������ӕr�g�L����ݔ�뿂���ߣ�����ʩ���r���p�����ȸߡ����Ӛ���������������׃�δ�ʩ���^���У��a���䡢���Ѽy��
�������ӹ�ˇ�c��ʩ
���˱��C�����|�����M��Ҫ�F������CO2���w���o���������x��ˎо���z����̖��E501T-1��CO2���w���Ȟ�99.97%���w�e�ȣ�����ˮ������0.05%�������ȣ���ƿ�ȸ߉�����1MPa�r��ֹͣʹ�á�ʩ��ǰҪ�Ȍ���ƿ������ˮ���z����w��������ָʾ���zҕ���w���������z���bҪ��ã������Ɠp�挧�º��z��Ⱦ���ۡ��Ɂy�r��ȥ������Q�����C늉����������ؾ����o�ι̣����|�ɿ�����|�����z�o�Ɠp���ͽz�C���ܾ����ͽz����ܑ��o©��������
ᘌ����������c�ƶ��������ĺ��ӹ�ˇ�����������M���ˬF�����ˡ�
�к���ں���ǰ��䓰�İ���^�ͣ��e���M�붬���������Ĝض���2�����ң���ʼ���ӕr��늻��۳صĜضȸ��_1200��1300�棬�ڰ������E׃����r�£��ضȷֲ�������ʹ�ú��p��Ӱ푅^���a����Ӳ�����p����׃�࣬�a�����Ѽy�ăA�������������r�l������ǰ�x������ĺ������ĸ���M�мӟᡣ
1����λ������λ���Ǻ�庸��ʩ���^���������׳��F���}�IJ�λ�����ں���ڶ�λ���r����λ��̎�Ĝضȱ��܇��ġ���s���|���ܿ���s����ɾֲ��^��đ������У������Ѽy�Įa���������|��ɓp�ġ��҂���ĸ�Ĝضȼӟᵽ120�棬������A�ӟ�ضȣ��Ӵ�λ���p�L�Ⱥͺ��_�ߴ硣
2.�����ö��Ӷ�������ں�庸���^�������ں��p����������^�����տs�����a�����g˺�ѣ��Գֵ�һ����Ҫ�Ĺ�ˇԭ�t�Ƕ��Ӷ�������[�ӌ��Ȳ����^����D3����һ���������Ƀ�������ͬ�r�������ӌ��Q�ȵăɂ����ڣ��Ⱥ���������������������ɂ������ĺ���Ҫ�����Q���ӣ�����һ�������ڸ���һ���Ⱥ�l-2�Ӻ�Q����һ�Ⱥ��ӣ�����2-4�Ӻ��ٓQһ��ʩ�������͵��Qֱ�����ꡣ�������Ľ��^�������gҪ�e�_��Ȼ��������������2������ͬ�r���Qʩ�����@������庸�p���¿��^�ε����p�o����M����ȵ��¿ڣ��[�Ӻ��ӕ����ĸ�Č����p�����������p���������^�����������p�_�ѻ����t�Ѽy�İl���������Ӷ����ǰһ�����p����һ�����p���f��һ�����A�ᡱ���^�̣���һ�����p��ǰһ�����p�ஔ��һ�������̎�������^�̣���Ч�ظ����˺����^���Б����ֲ���B�����ڱ��C�����|����
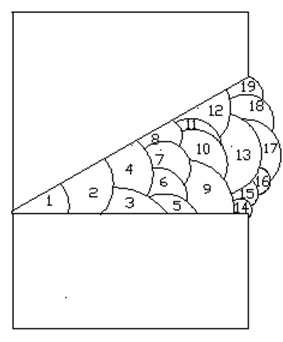
�D3 ���Ӷ���������
3�����ӹ�ˇ����
������^��^�����ԡ��g�ԣ���ȡС�������M�к��ӡ��������ӹ�ˇ�u���Y�����x�ÿƌW�����ĺ��ӹ�ˇ������
|
�ӵ� |
���ӷ��� |
���zֱ���L |
�����A�� |
늉���V�� |
��������l/min�� |
�����ٶ�(cm/min) |
|
1 |
CO2 |
��1.2 |
160 |
24 |
15 |
8 |
|
2-12 |
CO2 |
��1.2 |
210-220 |
28-30 |
16 |
11 |
|
13-19 |
CO2 |
��1.2 |
220 |
29 |
18 |
11 |
��1�����ں�ӌ�ǰ�����������ã����ܸ���ǰ�Ӻ��p�͟�Ӱ푅^�ĽM�������ö��Ӷ������ÿһ�����깤����������Ƀ����м��z������ȱ�ݺ����M����һ�ӵĺ��ӡ�
��2��ÿ�Ӻ��pʼ�K����e�_50mm���ҡ�
��3�����g�ضȱ����c�A��ض�һ�¡�
��4��ÿ�����pһ��ʩ����;�����Дࡣ
��5�������^���в���߅��߅�����g���N���������ӑ�����
��߅��߅���^���У��������t���p�M���Y����ʹ���p�еĚ���к��s�|�и�����ĕr�g�ݳ����Ķ����ͺ��p���ٺ��������s�|ƫ�����p���Ѽy���Ӡ�˺��څ��ʹ���p�������Ӽ�������ߺ��ӽ��^���Ժ��g�ԣ��Ķ������ߺ��ӽ��^�ęCе���ܣ����p��������Ӡ�B�½Y�����ɽ��ͺ��ӑ�������ߺ��p���Ӡ�˺�Ѽ���ƣ��������
��6�������^��ÿ�����p�Č���ȴ���1.1��
4����ȡ�����ĺ�������¿���ʽ�ɽ��ͺ��p�ȑ���
��1��ʮ��䓹������Ӻ������
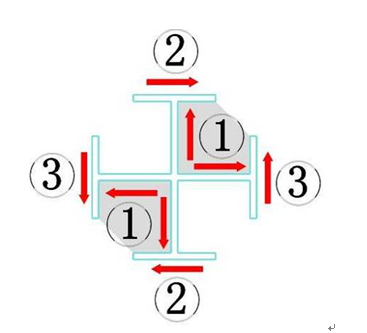
ʮ��䓹Ǻ��ӣ�
1���Ȱ��Ń��������µ����ӃȲ��Dʾ��ɫ�^���١�ͬ�����Q����ʮ�����Q�壬�������������M��ʮ�����M��ĺ��ӣ�
2��ʮ�������庸����ɺ�������������µ����Ȱ�ɫ�^������������ͬ�r�����Q�M�ЈDʾ�M�������ĺ��ӣ�
3��ʮ�����M������������ɺ��������M�ЈDʾ�v�������ĺ��ӣ�������ɺ���ȫ���B�Ӷ��塣
��2��������������Ӻ������
�A��������ӣ�
������������ͬ�r�M��䓹����Č��Q���ӣ�������ɺ���ȫ���B�Ӷ��塣

����������
1���Ȱ��Ń�������ͬ�������Q�ֶκ��ӣ�
2��Ȼ����������Q�M����һ߅�ĺ��ӣ�������ɺ���ȫ���B�Ӷ��塣

����������

�A��������
5�������^���еęz�飺��庸�Ӳ�ͬ�ڱ��壬��Ҫ�ׂ�С�r���ܺ������һ����������˼ӏ��������^�̵����g�z���c�z�أ��@���Ȟ���Ҫ���e�nj��g�ضȼ������ٶȵĿ��ơ��������^���У��÷Ŵ��R�J��z���Ƿ��б����Ѽy�l���������Ѽy����̼�����ُص�������ý�ĥ�C�M�д�ĥ�����M�к��ӡ�
6�����Ӻ�������p����ɂȸ�100��150mm�����ȵľֲ�ĸ���M���˼ӟᣬ�ӟ�ض�250��350�����ʯ����w�M�б��أ����ؕr�g2��6h����Ȼ��s����ֹ���p����Ӱ푅^�ȳ��F�����Ѽy��

�����A�ᱣ��
�ġ��Y�g�Z
�к�庸�Ӽ��g�����Lʯ�Ϳ��Иǹ����ϵđ��ã����g�ضȡ���ǰ�A��ضȼ����Ӆ����õ�����Ч���ƣ���Q���ں����^�����Ѽy�Įa�����Ķ����C�˺����|��Ҳ��ߺ����ٶȡ�
(���ā�Դ�����ʡ��ľ�����W�� �ď��W�j�����ĿͶ�Y���������t�� ���S�S �� ���� �ď� ����)

| ��һƪ�� �\Մ�b��ʩ���տڹ�ˇ |
| ��һƪ�� GBF��о����ģ�F�����������Ę��wʩ�����g |