
 (li��n)ϵ�҂�...
(li��n)ϵ�҂�...  �A��܇��ʩ���r�˸߿��Ƶĵȷ�ֱ...
�A��܇��ʩ���r�˸߿��Ƶĵȷ�ֱ...  �¼��gIDITI ���������S���ػ�̎...
�¼��gIDITI ���������S���ػ�̎...  �h�L�����zַ���o�^(q��)���ü��_�l(f��)ס...
�h�L�����zַ���o�^(q��)���ü��_�l(f��)ס...  ��У���A�Oʩ���OBOT�Ŀ�о�...
��У���A�Oʩ���OBOT�Ŀ�о�...  �����ľ�����W����...
�����ľ�����W����...  ���䉺��ɰʯ�|���������^(q��)��ʩ...
���䉺��ɰʯ�|���������^(q��)��ʩ...  ��̼���н��O��������̽���c���`...
��̼���н��O��������̽���c���`...  �\Մ�Ї��Ŵ����������c�����İl(f��)...
�\Մ�Ї��Ŵ����������c�����İl(f��)...  �h�L�����zַ���o�^(q��)�Ȱ��ü��_�l(f��)...
�h�L�����zַ���o�^(q��)�Ȱ��ü��_�l(f��)...  ���Ͱl(f��)늙C���Ļ��Σ�U��e��...
���Ͱl(f��)늙C���Ļ��Σ�U��e��...  ������͙Cе�S����Ҏ(gu��)���OӋ...
������͙Cе�S����Ҏ(gu��)���OӋ...  ����ʮλ������������B������Ʒ...
����ʮλ������������B������Ʒ...  ����������ˇ�g�^(q��)�����OӋ��һ��...
����������ˇ�g�^(q��)�����OӋ��һ��...  ���u��������Ƽ���������OӋ...
���u��������Ƽ���������OӋ... ��x 5423 �� [NextPage]�������^���������^���е��|������
ժҪ���������ؽ�B�ˣ��������^���������^���У������^�����γߴ��^���p�L�����p�ܶȴ�Փ�����^���������^�����Ӷ������׃�ε��A����ʩ���C���^��׃�ε���Ч������...
[NextPage]�������^���������^����|������
�O����
�����ʡ��ʮһ�������̹�˾��
1.���̸śr
���������Ƽ���W��У�^(q��)ԇ���λ�ڑ��h�����(zh��n)߮���f�塣�������^(q��)������һ���F(xi��n)����ԇ��ҡ�ԇ��҃���һ�������ͷ����_�O����A�����A�ߴ�飺29m��20m���������L��18m,������4m���Ͽڌ���3m�����ߣ�14.5m���������ͷ����_�A���^�ۿ��L424.58m������245.23t��
2.�������c��ʩ���y�c
2.1 �������c
�����̷������ͷ����_���A��һ헼��g�����ߣ��A���F���࣬���p�����̏��s���A���^�۹��������^��������������õ�܇�����Ҫ�ȸߡ�
2.2 ʩ���y�c
2.2.1 �^�ۺ��p�ܶȴ�ÿ�g��17cm��һ�����p�����p�L����1m�����y���^��ÿ���L1���p�L34.56m��
2.2.2 ���^�ڼ��У��a���ğ�����������ӹ�ˇ���Ⱥ�����Ų������������^���������^���Юa����׃�Σ���ˣ��ڌ��^�ۺ��ӕr�O�����͑������кͺ��������^�۵ğ�׃�ξͳɞ鱾����Ҫ��Q���P�I���}��
2.2.3 �����^�ۺ��p��������������ع�늲��㣬߀�ʹ�����һ�_׃�������������F(xi��n)ͣ늬F(xi��n)����ɲ��ɴ����Ϻ�����늺��O�䣬���L��ʩ�����ڡ�
2.2.4 �D��Ҫ���^�������Ͱ��bˮƽ�Ⱥ��ֱ�ȡ�1mm��Ҫ�ȸߡ�
2.2.5 �^�����ͳߴ��L���߶ȳߴ�С�����ȱ��^�����^�ۺ��p80%��������[32c����ϣ����������^��׃�Ρ�
3.ʩ�����g
3.1 ��ʩ���F(xi��n)�������M�м��g���ף�����؟�����_��؟�ε��ˡ�����������ԇ�ϸ�ȡ������ʩ���l����ƽ�����������ȣ��ĺϸ��C���ύ���
3.2 ���Ӳ��ϣ����l�����z�������������Ⱥ��Ӳ��ϣ������ψD���OӋҪ��͇��ҬF(xi��n)�����P�˜ʵ�Ҏ(gu��)���������г����ϸ��C����ԇ��档
3.3 �����O�䣺���ԄӺ��C��늺��C����ɼ������Oʩ���Ԅ��и�C�����⺸��ʹ�ù��߾�����ã����C����ʹ�á�
3.4 �����^�ۼӄŰ�r�������pÿ߅30��50mm�����ȵ��F�P��ë�̺����۱������Ƀ��������[�κ��p�r�������ʩ�������z��ϸ�ɸ��w��
3.5 ���lʹ��ǰ����횰���Ҏ(gu��)���M�к決���͚��ͺ��l���決���뱣��Ͱ�ȣ��S���Sȡ���ں��ӕr������ʹ��ˎƤÓ���о���P�ĺ��l�ͺ����ܳ��Y�K�ĺ�����
3.6 �ں��Ӯ��У����p���F(xi��n)�Ѽy�r��������������̎�������ɺ��Ӽ��gؓ؟�˲���ԭ��ӆ�����a��������ˇ��ʩ���M��̎�������pͬһ��λ���Δ�(sh��)�����˳��^�ɴΡ�
3.7 �ڶ��ڵ͜غ��ӕr���h(hu��n)���ضȵ�����ȗl�����M��늻����r�������س��غ��ӵ����PҎ(gu��)���⣬���{�����ӹ�ˇ����(sh��)��ʹ���p�͟�Ӱ푅^(q��)������s����¶��ʩ���r������ȡ���L��ʩ������δ��s�Ľ��^��������������ѩ��Ӱ푺����|�����͜غ��Ӳ����������������Ⱥ��p���غ��M�С�
4.ʩ������
�����^�ۆθ��������ǂ��ּӹ��������^�ۺ��p����һ�㺸�p���Ǻ��p���^�࣬����һ��늺��������_�����p�|��Ҫ��ֻҪ�ܝM��D�����p��ȣ���Q���ں����^���в������Ѽy����������ס��A�������ӵ�ȱ�ݡ�����Ҫ��Q�^��׃�Ά��}���y�Ⱥܴ������cҪ��Q�^���������^����׃�Ά��}��ʩ���F(xi��n)���ӹ���l�����^��]����ʽ�S����呉����O�䣬ֻ�в������k���M�гC���^�ۣ�����ǧ��피����һ�һ�������k�����_���ˈD��Ҫ��ȡ���˺ܺõ�Ч����
4.1 ��ˇ����
�M�b�^�ۣ���ȡ����ƴ�b�����Ȱ��b[32c��䓺��ڽM�b�����������
���g���ס�ʩ���ʂ�������M���z�����ƽ�_����ƽ���[32c��䓲��̶���ƽ����16mm��䓰�����b[16a��䓼ܡ����b6mm��ҵ�䓰�����b12mm��ӄ�䓰�����ӡ��C���^�ۡ��z����ա�
4.2 ʩ������
4.2.1 ʩ���΄���
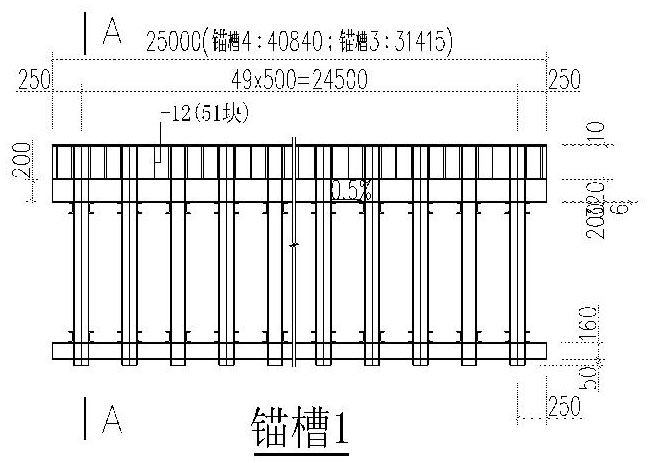
���ڷ����_���A�A���^��1�θ��L25m���ֶ���������һ���L14.5m,��һ��10.5m�����L��225m���������A���^��2�θ��L14.5m�֞�һ�����������L��130.5m���^��3���^��4��ֱ���քe��9m��13m����ʩ���F(xi��n)������������ƽ���A���F������[16a��[32c��䓸���(j��)ֱ����С�M��ι�@������(j��)�D���ߴ���Ҫ��ȡ[16a��[32c��䓲��M�зֶνM�b��ÿ���@����12��С�Ρ�
4.2.2 �^�۽M��
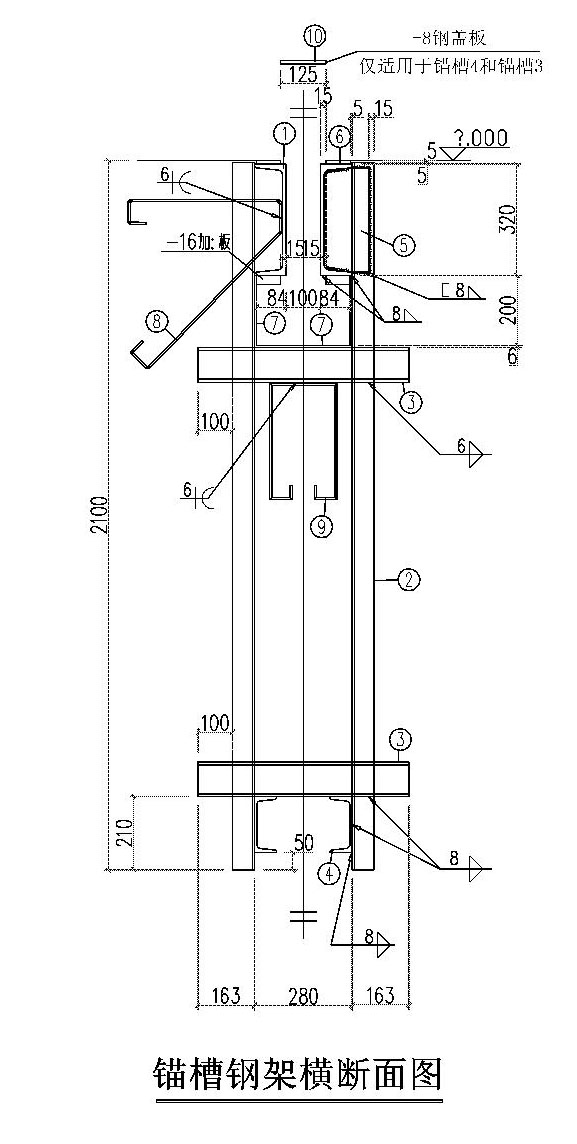
�^����Ҫ�M�ɲ��֣�����[32c��䓡���280mm����200mm�ҵ���6mm��䓰壩��[16a��䓼ܡ�12mm��ӄŰ�
ע����[32c��䓡���[16a��䓡���[10��䓡���[16a��䓡���-128��299��12䓰�.��-70��10䓰�.��-200��6䓰�.��-80��16䓰塣�ᦵ12䓽
4.2.3 �M�b�^�ۼ�ʩ������
���ڷ������ͷ����_�A���^�۽M�b�cʩ����ÿ�ֶζ���ʮ�����L���ӄŰ��g��17cm���μ����p����1m�L�����p��Ҫ������[32c����ϣ��������У���������[32c���׃�Σ����˜p���^�۟�׃�Σ��������ÿ�������ʩ���|������ȡ��һ����M���T���ϣ�һ����M���ՈD�����T�M�b�^�ۣ����������M���c������һ����M�����ˆT����ԇ�ϸ��ύ������Ӽ��g�I(y��)�վ��ĺ������T�����^�ۣ����_��늸߷壬��ȡ�Q�˲��Q�C���൹��ʩ�������M��ʩ����
��ԇ��ҷ����_�|�ӻ������ϴ��O�R�r�ӹ�܇�g����ƽ���ƽ���������ƽ�_����[16a��䓶���50cm�����L15m��,�Ͽڱ��ƽ�������ƽ�_���ȷŶ���[32c��䓣������У������̶�����[32c����Ϻ�8cm����16mm��ͨ��䓰壬������b[16a��䓼ܣ���ǰ�M���������b�ҵ����ٰ��b�^��12mm��ӄ�䓰壬�M�b����õ�܇������һ�ӹ��F(xi��n)�������^�۷�ƽ���·��É|ľ֧ƽ���M��������Mʩ����
4.3 ���Ӵ�ʩ
�����^�ۺ��p�ܣ����p�L���M���࣬�M�b�^��14.5m�L�����������^��׃�Σ����ӽ�Q�^��׃�Ά��}�����҂��ں����^���Б�ע����P�I���}�����^�F(xi��n)��ʩ�����l(f��)�F(xi��n)�ں����^���У�����ʩ�����������p�|���І��}�����������ҳ����^���ܟ�a��׃��ԭ��
4.3.1�^��׃����Ҫԭ��
4.3.1.1 ��������������δ�����g����ʩ�������M��ʩ����δ���Q�ӡ��ֶΡ��g��ʩ��������^��׃�Ρ�
4.3.1.2 ����^����F(xi��n)ҧ��F(xi��n)�����ӑ�����������^���^��׃�Ρ�
4.3.1.3 �^�۷��ò�ƽ����������ጷŕr����׃�Ρ�
4.3.1.4 �^��ˮƽ���ã�����׃С������a���տs�����a��׃�Ρ�
4.3.2�A����ʩ
�ҳ��������^��׃�ε���Ҫԭ���܌��Y��ˎ�����˱��C�^�۵�ʩ���|������ȡ�����A����ʩ��
4.3.2.1 ��ʩ����M���C�������M�ж�����Ӗ���F(xi��n)��ʩ���������ύ��������õĺ��p���z�麸�����^�|�����z��ϸ���ں��pҎ(gu��)����λ�����ӡ��
4.3.2.2 ��ƽ�ŵ��^������С���ײ���횉|ƽ��ͨ�^�⺸�ӹ��^�۵Ą��ԁ����ƺ���׃�Ρ�
4.3.2.3 �����^�۵ĺ����ٶȣ�Ҫ����ٺ��ӣ����C���p��ȡ����Ⱦ���һ�£������փȿ��ܳ����Fˮ�c�������ֵȾ��x��2-3mm�����ˡ�
4.3.2.4 �����ջ�����Ҫ��ÿ�l���p����ĩβ������������M�������ӷ����෴�ķ�����ʹ����˦�ں�����߅���Է�����ҧ�⣬�����^��׃�Ρ�
4.3.2.5 �����^�ەr��Ҫ�������M�����x�^С�����������ź������^�����g��λ���߅�˺������ӕr�ˆT�����Q��ɢ���ã���������Ч���ƺ���׃�Ρ�

5 �C���^��׃�δ�ʩ
�^���������^���У���ȡ���A����ʩ�����ǣ�߀���^��׃�άF(xi��n)��һ����F(xi��n)���^�۵��ж˺;ֲ�׃�Σ�ֻ�в�ȡ�Cе�C��׃�κͻ���C��׃�Ρ����Oʩ��ª���l����^���������L��ֻ�в������k�����C���^��׃�Ρ�
5.1 �Cе�C��
����ԇ�S��30t��������^�ۣ�ʹ�^�������·��|��ľ�����^�ۃɶ���20#䓽z�K��ÿ���ĸ�䓽z�K������䓽z�K�ϒ�10t��朣����^����̎���æ�100��8mm䓹�6m�L��һ�˺����^���ϣ�䓹���һ����30mm��䓰��������������R�r䓼��ϣ��γ�һ�����������Σ�����朕r������Ҫͬ�r��������һ���^�죬���ķ������x���^�����x2��������λ��ͣ20��30��犡����_��机��^�ە����F(xi��n)����׃�κ�����׃�Σ����z���^��ֱ�жȣ��������λ��������ʹ�ô��k��������䓹�픣�����������k����ʹ�^��׃�Κwλ���_���D����Ҏ(gu��)��Ҫ��


5.2 ����C��
�����^�۾ֲ�׃�β��û���C�����˹��C���������^�۾ֲ��ջ���ӟ����տs�������׃��ȥ�����ѽ��a���ĺ���׃�Ρ����õĚ��w���������⡪��Ȳ���ضȿɿ�����700��800�淶���ȡ��^�۾ֲ�׃�β��û���ӟᷨ��߀����10tǧ����?sh��)��k���C��������ȡ����ʩ����ʩ���������^�۵�׃�Σ����C���^�������|���_���D��Ҫ��ȡ���˺ܺõ�Ч����
6.�Y�Z
�ڷ������^�������^���Ќ��`��֪�����ڲ�ȡ�����_�ĺ����|�����ƴ�ʩ����ȡ�˷ֶ��M���g��ʩ���������^�۵����g����^�˺��������ˆT���Q��ɢ���ã����������ڟ������ж������׃�Σ������˙Cе�C���ͻ���C����ʩ���k����ʹ�^�۵ĺ���׃�μ����^�|�����_�����OӋ�D����Ҏ(gu��)��Ҫ���C�˹����|����ȡ�������@�����Ч�档
����(j��)�˜ʼ������īI��
[1]��䓽Y�������|�����Ҏ(gu��)���� GB50205-2001
[2]������䓽Y�����Ӽ��gҎ(gu��)�̡� JGJ81-2002
(���ā�Դ�����ʡ��ľ�����W�� �ď��W�j���ď� ���S�S �� ���� ����)

������ʯ�ͻ����WԺ���^��ɏ��s���r���ƄӺ��әC���˼��g
2022-11-16
���к�庸�Ӽ��g�����Lʯ�Ϳ������Ĺ����еđ���
2017-7-25
�����ܶȾ���ϩ��ˮ�ܟ��ۺ���ʩ�����g
2017-5-26
��䓽Y�������Ѽy��׃��ԭ���A����ʩ
2015-2-11
��䓽Y���طN���ӟo�p�z�y���g�C��
2013-7-18
�������c���ܵĺ��ӹ�ˇ��ʩ
2013-7-16