
 ϵ�҂�...
ϵ�҂�...  �A��܇��ʩ���r�˸߿��Ƶĵȷ�ֱ...
�A��܇��ʩ���r�˸߿��Ƶĵȷ�ֱ...  �¼��gIDITI ���������S���ػ�̎...
�¼��gIDITI ���������S���ػ�̎...  �h�L�����zַ���o�^���ü��_�lס...
�h�L�����zַ���o�^���ü��_�lס...  ��У���A�Oʩ���OBOT�Ŀ�о�...
��У���A�Oʩ���OBOT�Ŀ�о�...  �����ľ�����W����...
�����ľ�����W����...  ���䉺��ɰʯ�|���������^��ʩ...
���䉺��ɰʯ�|���������^��ʩ...  ��̼���н��O��������̽���c���`...
��̼���н��O��������̽���c���`...  �\Մ�Ї��Ŵ����������c�����İl...
�\Մ�Ї��Ŵ����������c�����İl...  �h�L�����zַ���o�^�Ȱ��ü��_�l...
�h�L�����zַ���o�^�Ȱ��ü��_�l...  ���Ͱl늙C���Ļ��Σ�U��e��...
���Ͱl늙C���Ļ��Σ�U��e��...  ������͙Cе�S����Ҏ���OӋ...
������͙Cе�S����Ҏ���OӋ...  ����ʮλ������������B������Ʒ...
����ʮλ������������B������Ʒ...  ����������ˇ�g�^�����OӋ��һ��...
����������ˇ�g�^�����OӋ��һ��...  ���u��������Ƽ���������OӋ...
���u��������Ƽ���������OӋ... ��x 13642 �� �\Մˮƽ�̶��ܵĆ��溸�p����ͺ��ӹ�ˇ���g����
ժҪ��䓹�ˮƽ�̶�������һ헲������g�y�ȴ�ˇ�^�̏��s��һ�N���������������������˶��깤�����`���v���˺��ӷ�������̽ӑ������...
�\Մˮƽ�̶��ܵĆ��溸�p��������ӹ�ˇ���g����
�̵º�
���������L�ջ�����؟�ι�˾ 710077 ������
���ӹ�ˇ���g��ˮƽ�̶��ܵĆ��溸�p����Ͳ����Ǻ��Ӽ��g�����y��һ�N���F���҂��������a���`���������Y����䓹�ˮƽ�̶����Ӳ���������B���£���ͬ�н��b������
һ�� ˮƽ�̶��ܵĺ���
ˮƽ�̶��ܵĺ��ӌ��H����һ�l�h�κ��p��һ���Ҏ�ɶ��ǰ�����������������������ƽ����ƽ���ĺ�������M�еģ��亸��λ���S�����p�Ŀ��gλ�õ�׃������׃�������_�����溸���p����͵�Ŀ�ģ�ʹ����������ã�����Ҫ����ظ�׃���l�Ƕȡ����@߀�������ˮƽ�̶����ں��ӕrһ�㶼���²����������ضȵͣ��ϲ���ƽ�����ضȸߣ����Կ��ƺ��ӟ�ѭ�h���ǿ��S�r�{�����������Ҫ�ǿ�ͨ�^�\�l�����ĸ�׃���_���ضȵľ��⡣����ں����^���У������ǵ�һ�ӵĺ��ӘO�׳��F�������^�����^����㡢���氼��ƽ�����p�д��ښ�ס��A�������^̎�l���s�ס������������Ⱥ���ȱ�ݡ�һ��ˮƽ�̶����a������ȱ�ݲ�λ���£�Ҋ�D1����
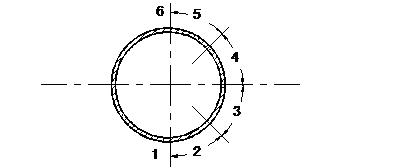
�D1 ˮƽ�̶��ܺ���ȱ�ݲ�λ
1����������ƽ��λ�����F���°���δ�ۺϡ�δ����A����ȱ�ݣ�
2.����������������λ�׳��F��Ϳs��ȱ�ݣ�
3.����������ƽ����λ�׳��F�����^���^���o���ܲ��á����Ͳ������ȱ�ݣ�
4.����ƽ���r���^��λ�O�װl���s��ȱ�ݡ�
���˷�ֹ����ȱ�ݵĮa�����ͱ�횏Ĺ�ˇ�Ͳ��������ϲ�ȡ��ʩ��ˮƽ�̶��ܺ��ӹ�ˇ���£�
��һ�� ��ǰ�ʂ�
1.�¿ڵļӹ�������
�¿ڵļӹ���ò��ÙCе��ӹ����������Ú���̿�����ټӹ��¿ڕr��һ��Ҫ����Ӳ���^����ϱ���Ĵ�Ӳ�ӡ��B̼�������Ƀ��������¿ڃɂȵ��͡��P���s�|�������Ƀ�����������ÿ�Ȳ�����20���ף���
2.���
��λ����������ͬ���_�����̶�λ�ü����p�L�ȡ�����Ҫ���¿ڃ�һ���M�У����ڴ�Ӳ�A���IJ��ϑ������ڷǺ��Ӳ�λ������
3.�c��
��ͬ�Ĺ��x��ͬ���c���L�Ⱥͺ��c������Ҋ����
|
��̖ |
����mm�� |
�c���L�ȣ�mm�� |
���c�������� |
��̖ |
����mm�� |
�c���L�ȣ�mm�� |
���c�������� |
|
1 |
80-150 |
5-10 |
3 |
4 |
600-700 |
30-40 |
5 |
|
2 |
200-300 |
15-20 |
4 |
5 |
700���� |
40-50 |
6 |
|
3 |
350-500 |
20-30 |
4 |
6 |
|
|
|
4.����������¿��g϶���g߅���b��ߴ磬һ��ں����5���Ĺ��ӿɅ������³ߴ磨Ҋ�D2��
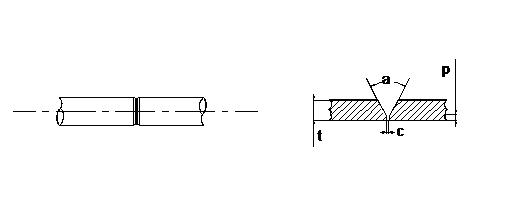
�D2 ˮƽ�̶����¿��g϶ʾ��D
�¿ڣ���=60º~70º �g߅��P=1~1.5���� �g϶��C�ֺ��lֱ��
�e��ƫ��ó��^0.5~1.5���ס�
4. ������x��
��������Ĵ_������Ҫȡ�Q���lֱ���ͺ��p���gλ�á�һ��������x��ɸ�����ʽ�_����I=k��d
ʽ�У�I=������������ࣩ
d=���lֱ�������ף�
k=ϵ����һ��ȡ30~50��
�����M���r���������ƽ����10~15%�������r���������ƽ����15~20%��
������Ұ�⺸�ӕr���ڴ˻��A��������10%���ҡ�
��Ȼ������x��߀���������˲����쾚�̶Ⱥ����T�x�F��ֱ����159���ס��ں�6���ף����Ϟ�16Mn��䓹ܞ������x��������£��x��ֱ����3.2���ĽY507���l����һ�Ӵ�������80~85���ࣻ����w�溸�����70~80���ࡣ���ö̻��������绡��������B�m���ӡ�������������ã������^�z��oҧ߅�����ȱ�ݡ�
5. ���l���x��
���l���x����˸��������ܲ����x���⣬߀Ҫ���似�g���ܡ��Cе���ܡ���ˇ�����M��ȫ�濼�]��һ��Ҫ�M������Ҫ��
��1�����������������ܺã�늻�ȼ���������w�RС��
��2�������ĸ��w���ܺã��ܷ�ֹҺ�B�������������C���p�������ã�
��3�����lˎƤ�o��ס��Ѽy���s�ȬF��
��4�����l�����C���^���R��Ϳˎ���oƫ�ġ����䡢�P�g��߀��ĥ�^ĥβ��
��5�����lֱ��һ���x��3.2~4.0���ס����l��ɜض����£�
���Ժ��l����ɜضȞ�70~150��
�A�Ժ��l����ɜضȞ�350~400�棬����С�r���أ����150�棬�S���Sȡ������к��l����Ͳ��
6. ��׃����
�����b��r�S��Ҫ��������ֹ����ƫб������ˮƽ�̶��ܺ����Ǐ��²���ǰ���Ȧ�������Ԟ��ֹ׃�Σ��������ϲ�����0.5~2.0�����g϶�����鷴׃������������r�����ޣ���С�r�����ޣ���
������������ˇ
���ӵĵ�һ�Ӵ���ǛQ�����溸�p����ͺ��p�|�����P�I�����Ա�횇����չ�ˇҎ��������
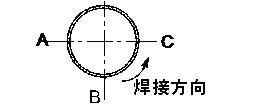
����������λ�_ʼ���r�������c��ǰ��Ȧ��һ��ҪԽ�^���ľ�5~10���ף����l�ǶȺ�������λ��80��~90��ǡ����¿�һ������������늻����L�A�Ẹ���¿ڣ����¿ڃɂȳ��F�����Ƶ��Fˮ�r������ʹ���l����픣������¿��g߅���γ��۳غ�Ҫ�������۳�ǰ����һ��С�ۿס�Ȼ����_ʼ�������������� �����ӱ���l����֨֨��늻����r���f���ѽ������@�r���Բ���ֱ���\�l����ǰʩ����ʩ���r늻�Ҫ�M�����ͣ�����е��Fˮ�^��̫��r���ɼ���С�Ĕ[�ӡ��@���ں����ϰ벿Ϩ���r��ҪԽ�^���ľ�5~10���ף�Ҋ�D3����
�ں����^����Ҫע�⺸�l�Ƕȑ��S�r�������p���gλ���{����Ҋ�D4�����Է�ֹ���Fҧ߅���A������ɼ�ǡ��鲻ʹ�۳ض��^�ߣ��ɲ���������С�[�ӣ��Խ����۳ضȡ�ǰ���Ȧ����ֹ�cλ����D3��ʾ��
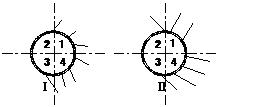
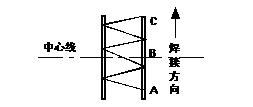
�D3 �D4 I �� Сֱ���ܺ��l�Ƕ�׃��
II �� ��ֱ���ܺ��l�Ƕ�׃��
������������^����
1.������λ�Ľ��^����:�������L����ʼ��̎�A�ᣬ����늻��������������^��ȱ�ݣ�ʹ֮��ʼ��̎�γ�һ���¿ڡ����\�l�����^̎�r�������һ�£�ʹ���l픴��ۿף����Q���ܜ绡����Ȼ���a���s�ף�����λ��������D5��ʾ��
�D5 ����λ������ʾ��D
2.������λ�Ľ��^�����������r�����۳�ǰ5~10����̎������Ҫ��ȡ��׃���l�Ƕȵķ�����������������ԭ�۳���Ҫ����늻������Fˮ���ۿ����^����r������ǰ�ƄӺ��lʩ����
3.ƽ��λ�õĽ��^���������\�l���ϲ�ƽ��λ�Õr���Ɍ����lǰ���ƄӲ�������ǰ�Aб�������̕r�g���������^������^�m��ǰʩ������Ҫ�绡��ֱ��Խ�^���ľ�5~10�����ٜ绡������M���ӡ�
���ģ�ע�����
1.�����õ͚��ͺ��l�Ǖr���������L���A�������늻�������������ȱ�ݡ������ö̻������ۿף���������ʹ���^�ۻ��������������������M���������ӕr��Ҫ��������ע��Ϩ���r��������M��
2.�������ɺ�Ҫ�eע�������Ƀ����p�е��s�|��߅�Dz�λ�ĊA����
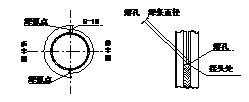
3.��亸�r�m�������ǘ��׳�ȱ�ݣ��������ˇ����Ҳ�����F��ס��A�����ۺϱ��^����ҧ߅��ɣ����������亸�r���������ȑ���u�Ӵ�ʹ�¿ڃɂ��ۺ����ã�ʹ�D���Č��g�s�|�����۳ر��棬���\�l�r��Ҫ����ظ�׃���l�Ŀ��gλ�ã�Ҋ�D6������ע�≺��늻���
4.�ں��w�溸�ĵ�һ�ӕr��Ҫע�ⲻҪ�Ɖ��¿ڃɂȵ�݆���������pҲ��Ҫ�߳�ĸ�ģ��Ե���ĸ��ƽ��1~1.5���מ��ˣ���һ��Ҫ���C���p���^��λ�ۺ����á��\�l�����ɲ�������ʽ�[�ӣ��ɂ�Ҫ���������gҪ��Щ��ǰ�M�ٶ�Ҫ����ֹ�۳ز�λ���F�°���Ϩ���rҪ��M���ӣ�Ҳ�ɲ����D�ƻ���غ�һ�η����ջ���һ�㺸�p�߶Ⱥ͌��ȳߴ�Ҋ�D7��

�D6 �D7
�������Ϻ��ӹ�ˇ���g���������Ϳɫ@�ÝM��ϸ��ˮƽ�̶��܆��溸�p����ͺ��ӡ�
�����˜ʼ������īI��
��1�ݡ������փԡ��Ї��Cе���̌W�����ӌW���� �ڶ���
��2�݇��Ҙ˜ʡ��⺸���ֹ�늻��������w���o�����p�¿ڵĻ�����ʽ���ߴ硷GB985-88
��3�݇��Ҙ˜ʡ����p��̖��ʾ����GB324-88
��4���ИI�˜ʡ�����䓽Y�����Ӽ��gҎ�̡�JGJ81-2002
��5�ݡ�������ˇ�W���Cе���I������
(���ā�Դ�����ʡ��ľ�����W�� �ď��W�j���ď� ���S�S �� ���� ����)

���B�T̽���D����·������Ͷ�Y�Ŀ������ԇ�Ƅ����ܽ��켼�g����
2024-3-21
�����ز���ӿ������¹ܾW���ӵ��¹ܾW���g��������
2024-3-20
�����K���ܽ���ԇ�c����223�������Ŀ�������ܽ��켼�g
2024-1-29
��̽���≦���o�wϵ�b��ʽ�������ͱ��ؼ��g���������uƽ���_
2024-1-22
�����dz�������һ����Ϣ���g�a�IՓ���ڱ������_
2024-1-8
��2023����ИI���g����������C������ھ����_
2023-12-12