
 (li��n)ϵ�҂�...
(li��n)ϵ�҂�...  �A��܇��ʩ���r(sh��)��(bi��o)�߿��Ƶĵȷ�ֱ...
�A��܇��ʩ���r(sh��)��(bi��o)�߿��Ƶĵȷ�ֱ...  �¼��g(sh��)IDITI ���������S���ػ�̎...
�¼��g(sh��)IDITI ���������S���ػ�̎...  �h�L(zh��ng)�����zַ���o(h��)�^(q��)���ü��_�l(f��)ס...
�h�L(zh��ng)�����zַ���o(h��)�^(q��)���ü��_�l(f��)ס...  ��У���A(ch��)�O(sh��)ʩ���O(sh��)BOT�(xi��ng)Ŀ�о�...
��У���A(ch��)�O(sh��)ʩ���O(sh��)BOT�(xi��ng)Ŀ�о�...  �����ľ�����W(w��ng)��(ji��n)��...
�����ľ�����W(w��ng)��(ji��n)��...  ��(j��)�䉺��(sh��)ɰʯ�|���������^(q��)��ʩ...
��(j��)�䉺��(sh��)ɰʯ�|���������^(q��)��ʩ...  ��̼���н��O(sh��)��������̽���c��(sh��)�`...
��̼���н��O(sh��)��������̽���c��(sh��)�`...  �\Մ�Ї�(gu��)�Ŵ����������c�����İl(f��)...
�\Մ�Ї�(gu��)�Ŵ����������c�����İl(f��)...  �h�L(zh��ng)�����zַ���o(h��)�^(q��)��(n��i)���ü��_�l(f��)...
�h�L(zh��ng)�����zַ���o(h��)�^(q��)��(n��i)���ü��_�l(f��)...  ���Ͱl(f��)늙C(j��)���Ļ��(z��i)Σ�U(xi��n)��e��...
���Ͱl(f��)늙C(j��)���Ļ��(z��i)Σ�U(xi��n)��e��...  ������͙C(j��)е�S����Ҏ(gu��)���O(sh��)Ӌ(j��)...
������͙C(j��)е�S����Ҏ(gu��)���O(sh��)Ӌ(j��)...  ����ʮλ������������B������Ʒ...
����ʮλ������������B������Ʒ...  ����������ˇ�g(sh��)�^(q��)�����O(sh��)Ӌ(j��)��һ��...
����������ˇ�g(sh��)�^(q��)�����O(sh��)Ӌ(j��)��һ��...  ���u��������Ƽ����(d��ng)�����O(sh��)Ӌ(j��)...
���u��������Ƽ����(d��ng)�����O(sh��)Ӌ(j��)... ��x 4424 �� ���ܶȾ���ϩ��ˮ�ܟ��ۺ���ʩ�����g(sh��)
���ܶȾ���ϩ��ˮ�ܟ��ۺ���ʩ�����g(sh��)
���������ʮһ���O(sh��)���F(tu��n)����˾
��ѩϼ κ�|�� �̽���
һ�����ԣ�
���ܶȾ���ϩ��ˮ���ǟo(w��)��(n��i)�����õğ��������Ϲܣ�����ܲ��p����(qi��ng)�ȴ��;��ԡ����g�ԏ�(qi��ng)���ձ鑪(y��ng)���ڸߌӽ�����ˮ�����У��ɞ��T�F��ˮ�ܼ�������ϩ��ˮ�ܲĵ�����a(ch��n)Ʒ��
����ʩ�����c(di��n)��
���B©�Ըߣ��ܵ��c�ܼ��ںϞ�һ�w�����ڲ�λ��(qi��ng)�ȴ����ڹܲı����������˹ܵ��ӿ�̎�ĝB©�F(xi��n)�Ž^����ˮ�ܵ��םB©�F(xi��n)��
��(w��n)���ԏ�(qi��ng)�����ܶȾ���ϩ��ˮ������ϩ�������ɵğ����Ծ�ϩ�N̼ˮ������Y(ji��)���ȸߡ��g�Ժã��ǷǘO�Եğ����Ԙ�֬,ԓ�ܲ������M(j��n)���g(sh��)��ˇ�ӹ����ͣ��ܿڟ��ۺ��B�ӣ�����˽ӿڵď�(qi��ng)�ȺͿɿ��ԣ����䪚(d��)�ص����ܣ����ИO�õĻ��W(xu��)��(w��n)���ԡ�
�;����ܺã��־õď�(qi��ng)�Ⱥ��������ЙC(j��)�Y(ji��)�ϣ����͵�Ħ������ϵ��(sh��)����(y��u)������ĥ���ܣ����õĿ��κ���������(d��)�ص��p���y�Y(ji��)��(g��u)��Ч������ˮa(ch��n)Ʒ���≺��(qi��ng)�ȣ�ԓ�ܽ�(j��ng)�����ã�����牺������׃�Σ�ʹ�É������_(d��)50�ꡣ
��(j��ng)��(j��)�����@��ԓ�ܲ��ܶ�С�������p��ʩ�����㣬�ɜp�لڄ�(d��ng)��(qi��ng)�ȣ����ʩ��Ч�ʣ��ҭh(hu��n)���o(w��)�������������Ч���ã��o(w��)�ӿڝB©�F(xi��n)�ɽ����ճ��S�o(h��)�����M(f��i)�á�
��(sh��)���ԏV��ԓʩ�����������ڸߌӽ����҃�(n��i)��ˮϵ�y(t��ng)��������ˮϵ�y(t��ng)��������ˮ�ܾW(w��ng)ϵ�y(t��ng)�ȹ��̡�
������ˇԭ����
ԓʩ�����g(sh��)�������͟��ۺ��ӵ��B�ӹ�ˇ�����ڬF(xi��n)��(ch��ng)���ܵ��ܼ�ͨ�^(gu��)�����ڞ�һ�w��ʩ���������֞錦(du��)�ں��ӺͲ�ں�����(du��)�ں�һ���m���ڴ���Ĺܵ��B�ӣ���ں�һ���m��С���Ĺܵ��B�ӡ�ʩ����ᘌ�(du��)��ͬ�Ĺ������b��λ�x���m��(d��ng)?sh��)ĺ��ӹ�ˇ�����ۺ��ڲ�λ�Ŀ��������ͳЉ����?qi��ng)�ڹܲı������������(qi��ng)�˹ܵ��ӿ�̎�ď�(qi��ng)�ȣ��Ķ����L(zh��ng)�ܵ���ʹ�É�����
�ġ�����Ҫ�c(di��n)��
�����g(sh��)���ß��ۺ��B������ʩ���C(j��)���x�Ø�(bi��o)��(zh��n)��(y��ng)����ԓ�a(ch��n)Ʒ�Ĺ�ˇ���c(di��n)���x�Ì��ù��ߑ�(y��ng)�m��ʩ����ˇ���҇�(y��n)�a(ch��n)ƷҪ��ʩ�����y(c��)����
1�����I(y��)�l��
���Ӆ^(q��)��(y��ng)�M���x���҃�(n��i)���Ա�����ⲻ�m����(l��i)��Ӱ푣����ȡ����L(f��ng)���ضȵ���O ��Ĝضȗl���������C���p������ßo(w��)�p���](m��i)���s�|(zh��)����Ⱦ�ͼ�(x��)С�w����
2���ܵ��ۺ��ӹ�ˇ����
a����ǰ��(zh��n)��
����Ҫ�_�����C(j��)�Ĺ����l���M�㺸��Ҫ��(du��)���C(j��)���ӟ������P(gu��n)�����M(j��n)�Йz��ˌ�(sh��)�����ߴ���ƥ����m������
b����
����(j��)ʩ���D���ͬF(xi��n)��(ch��ng)��(sh��)�H��r�L�ƌ�(sh��)�y(c��)�ӈD����Ԕ��(x��)��(bi��o)���ߴ磬����(j��)�ӈD�x��ܲĹܼ����_���ܵ����ϱ���
c���ܵ��̶�
��(d��ng)�ܵ����뺸�C(j��)�̶��r(sh��)����M(j��n)���������_������ͬһ��(g��)ˮƽ���ϣ��ܵ��̶��r(sh��)��(y��ng)������һ��(g��)���s20~50mm�������� 5~15mm���������ʣ���15~35mm���ں��ӣ����Ќ�(du��)�R����ƽ�����i�o��������ĸ�����C���ӹ̶��ι̲�׃�Ρ�
d���ܿ����
�ܵ��M(j��n)���䌦(du��)�ڽY(ji��)��������㊵������_㊵��Դ���{(di��o)��(ji��)�m��(d��ng)?sh��)��ٶȣ�ֱ���ܵ�����ƽ���o(w��)�e(cu��)�ڬF(xi��n)���ںϔn�ܲăɶˣ��������m��(d��ng)������ֱ���ɶ˾����B�m(x��)��м���F(xi��n)�������ȡ�����ӣ��ٴκϔn�ɹܣ��z��ɶˌ�(du��)�R��r�����C�ܵ�ͬ�Ķ���ͬһˮƽ�ϡ�
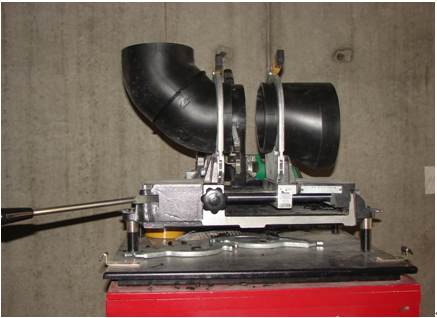
�ܵ��̶��D
�ܵ��ۺ��ӈD
e�������A(y��)��
�A(y��)��ܵ�������Ҫ��ϔn�ɹܣ�ʩ��һ�����A(y��)�ቺ����ʹ�ܵ��o�o���N�ڼӟ���ϣ��S��Ҏ(gu��)��Ҫ��ĉ������m(x��)�r(sh��)�g��
f����������
��(d��ng)�ɹܶ˶��������ҷ�߅�߶��_(d��)��Ҏ(gu��)��Ҫ�����_�����D(zhu��n)�ֱ����������Ͼo�i�o�_�P(gu��n)�����ֹܶ��c�ӟ��Ľ��|���_ʼӋ(j��)�r(sh��)ʹ֮�_(d��)��Ҏ(gu��)���r(sh��)�g��
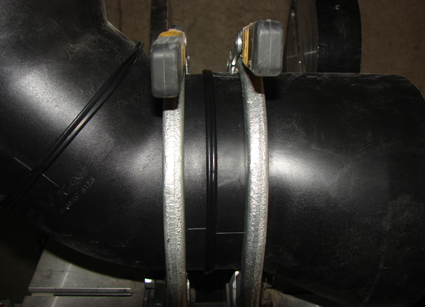
g���ۺ��ӡ���s
����r(sh��)�g�_(d��)����(bi��o)��(zh��n)Ҫ����_�i�o�_�P(gu��n)�����ГQ�r(sh��)�g��(n��i)Ѹ�����_�ӟ�壬�����ɺ��ӹ̶ܹ��ں��Ӊ����_(t��i)�ϣ��Ͼo���i�o�_�P(gu��n)�������ֺ��Ӊ����_(d��)��Ҫ��r(sh��)�g����ɺ���ʩ�����M(j��n)����s�A�Σ�������s��횰���Ҏ(gu��)���r(sh��)�gҪ�����^(gu��)��İѹ������_��t����ɺ���׃�Ρ��ܵ����ӕr(sh��)�g����(sh��)��Ҋ(ji��n)��4.1
�ܵ����ӕr(sh��)�g����(sh��)������4.1
|
�⏽��mm�� |
�ӟ�r(sh��)�g��s�� |
�ӟ�������߶ȣ�mm�� |
�ӟ�ͣ���r(sh��)�g��s�� |
�_(d��)�����Ӊ������S�r(sh��)��s�� |
�����r(sh��)�g��min�� |
��s�r(sh��)�g��s�� |
|
50 |
30/40 |
1 |
3/5 |
4/6 |
7 |
4/5 |
|
75 |
30/40 |
1 |
3/5 |
4/6 |
10 |
4/5 |
|
90 |
30/40 |
1 |
3/5 |
4/6 |
15 |
4/5 |
|
110 |
40/70 |
1 |
4/8 |
6/8 |
22 |
6/10 |
|
160 |
40/70 |
1.5 |
4/8 |
6/8 |
45 |
6/10 |
|
200 |
40/70 |
1.5 |
4/8 |
6/8 |
57 |
10/16 |
h���z���(y��n)��
��s��ɺ�ȡ���ܲģ��A(y��)�ƽM�ϼ��Y(ji��)�����z�麸�p�����p���^���ϸ��δ��������׃�ήa(ch��n)����ԓ���p����ȫ�е��������ӳ��������M(j��n)��ʩ�����ϸ��(y��ng)���D���ٺˌ�(du��)�ܵ��ߴ磬��(bi��o)ע�ܵ���̖(h��o)�M(j��n)�밲�b�A�Ρ�

�A(y��)�Ƴ��ܼ��D
�����ܶΰ��b
���bǰ�ȸ���(j��)��(sh��)�H��r���ܵ����������h(hu��n)�̶���λ��Ȼ���ٰ��A(y��)�ƺõ�֧�ܶε��b��λ�M(j��n)�й̶����B�ӣ��ܵ��B�Ӻ�(y��ng)���O(sh��)Ӌ(j��)Ҏ(gu��)��Ҫ���{(di��o)���ùܵ��¶ȣ����ܰ��b�r(sh��)�����ȑ�(y��ng)�ˌ�(sh��)��������r������l(f��)�F(xi��n)��(g��)�e�����ܲ�Ҏ(gu��)���t��(y��ng)�M(j��n)�����������C�ܵ����������ģ����M(j��n)����ƽ��������ʹ֮�����O(sh��)Ӌ(j��)Ҏ(gu��)��Ҫ������Ҏ(gu��)��Ҫ�����Ӱ��b��ˮ��֧�ܡ�
�����Y(ji��)Փ��չ��
ԓ������(y��ng)��ǰ���V������(sh��)���ԏ�(qi��ng)�����ü���܇�g�ӹ��M��(du��)����(sh��)�F(xi��n)���b��ʽ�A(y��)�ƻ�ʩ�����p�����M(f��i)�����������ʸߣ��Gɫ�h(hu��n)������(ji��)�s�ɱ��������ۺ��ӹ�ˇ���ӏ�(qi��ng)�˹ܵ��B�ӏ�(qi��ng)�ȣ����C�˽ӿ��|(zh��)���������˺��ھS�ޱ��B(y��ng)�M(f��i)�ã�ֵ���ƏVʩ�á�
(���ā�(l��i)Դ�����ʡ��ľ�����W(xu��)��(hu��) �ď��W(w��ng)�j(lu��)�����(xi��ng)ĿͶ�Y���������t�� ���S�S �� ���� �ď� ����)
